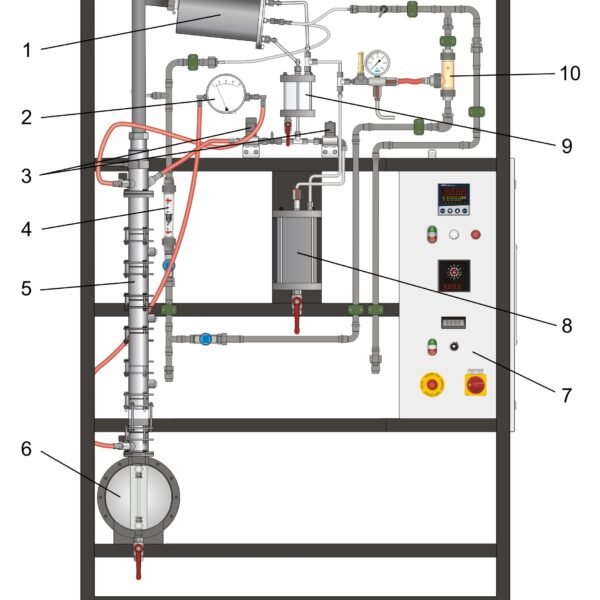
Sci-tech Rotary Vane Pump Test Apparatus Model FM 094 conveys air from a pressure vessel. Negative pressure builds up in the pressure vessel. A large manometer on the pressure vessel indicates the negative pressure. The pressure vessel has two inlet lines for the simulation of loads and leaks. Silencers in the inlet lines reduce the flow noise. The flow rate in the two lines is adjusted by means of needle valves. A flow meter is installed in one of the two lines to simulate loads and leaks.
Features
Vacuum plays an important role in process engineering. It can, for example, be used to siphon off various fluids or for vacuum filtration. In vacuum distillation, vacuum is used to lower the boiling point and thus be able to separate substances that would decompose at higher temperatures. Another important area is the separation of sorbed substances from the solvent by means of vacuum in absorption systems.
Rotary vane pumps have a working space with a circular cross- section. A rotor is eccentrically installed in the working space. Springs press the vanes embedded in the rotor against the wall of the working space. Rotor and vanes divide the working space into two separate spaces with a variable volume. Due to the eccentric position of the rotor, the gas enclosed on the intake side is compressed when the rotor turns. The pressure of the gas increases with each rotation until it exceeds the ambient pressure and the outlet valve opens. The rotary vane pump constantly requires oil in the working space to ensure leak tightness and reduce the friction. Part of the oil is discharged with the air on the delivery side. An oil separator on the delivery side of the rotary vane pump removes the oil from the conveyed air.
Sci-tech Rotary Vane Pump Test Apparatus Model FM 094 conveys air from a pressure vessel. Negative pressure builds up in the pressure vessel. A large manometer on the pressure vessel indicates the negative pressure. The pressure vessel has two inlet lines for the simulation of loads and leaks. Silencers in the inlet lines reduce the flow noise. The flow rate in the two lines is adjusted by means of needle valves. A flow meter is installed in one of the two lines to simulate loads and leaks.
Optional: ‘Sci-Cal’ Computer Control Software & Interface in ‘LabVIEW’
Empowering Education Through Innovation